The first batch looks perfect. The second batch ships three months later and the frame finish is half a shade warmer, the profile corners don't sit flush, and two units have visible silvering halos near the bottom edge. Your retail buyer flags it. You're now managing a return authorization, a replacement shipment, and a conversation about whether to keep the SKU in the planogram at all.
This is the most common and most preventable problem in mantel mirror sourcing — and it almost never comes from a single bad batch. It comes from a supplier structure that was never set up to hold consistency across batches in the first place.
This guide walks through exactly what to evaluate, what to specify, and what to require from any supplier before you commit to a mantel mirror program.
—
Why Batch Consistency Fails — and What It Costs You
Most sourcing guides treat batch variation as a QC problem. It isn't. It's a supply chain architecture problem. By the time a defect shows up in a pre-shipment inspection, the root cause is usually three steps upstream.
Here's the typical failure chain for mantel mirror frame inconsistency:
- The factory subcontracts frame molding to an outside profile supplier
- That supplier changes their MDF density grade or resin compound between runs — often without notifying the mirror factory
- The mirror factory applies the same finish process to a slightly different substrate
- The result: finish absorption varies, color shifts, or the profile geometry drifts by 0.5–1.0mm
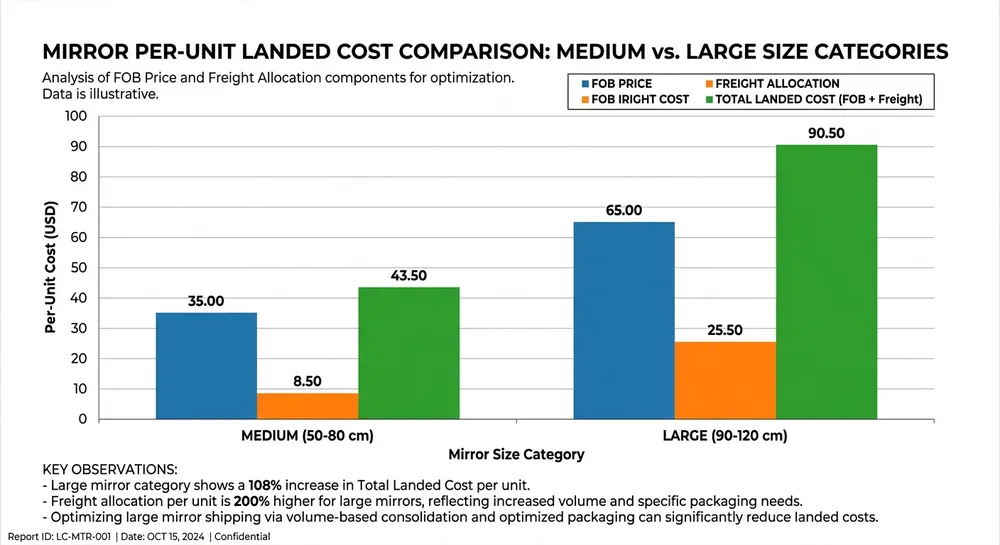
That 0.5mm drift is invisible in a product photo. It's visible when you stand two units side by side on a retail shelf or in a hotel corridor installation. And by the time you see it, you've already paid for the container.
The commercial cost isn't just the return. It's the SKU credibility with your buyer, the reorder hesitation, and the margin erosion from replacement freight. For a 500-unit mantel mirror program, a single batch inconsistency event can wipe out the margin on the entire order.

—
Frame Material Grading: What to Specify Before You Order
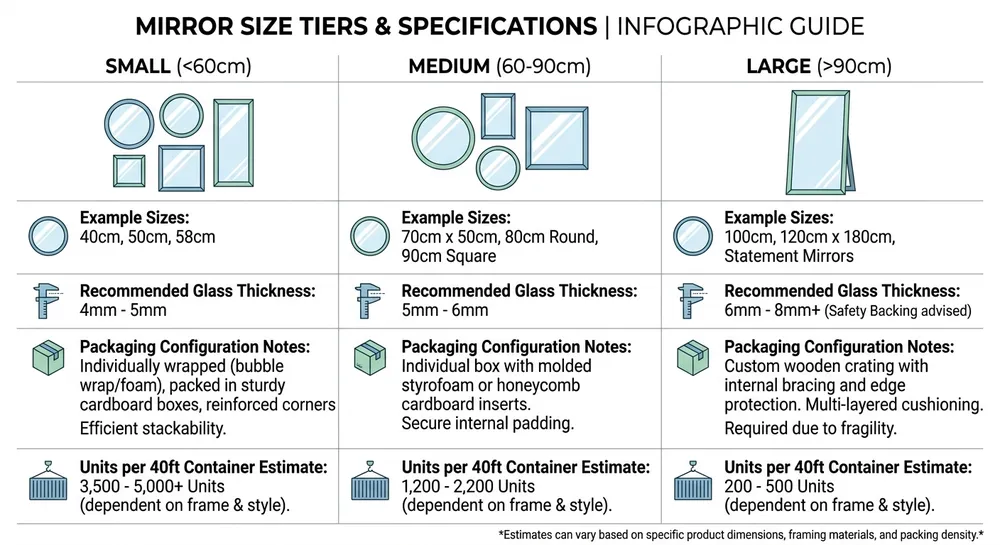
The frame is where most of the variation lives. Mantel mirrors typically use one of four frame constructions — and each has a different consistency profile at scale.
MDF-core with veneer or paint finish The most common construction for mid-market mantel mirrors. MDF density should be specified at 720–780 kg/m³ for stable paint adhesion. Below that range, the surface is too porous and finish absorption varies run to run. Ask your supplier which MDF grade they use and whether they source from a single mill or multiple suppliers. Multi-mill sourcing is a consistency risk you need to know about upfront.
Solid wood (pine, rubberwood, or paulownia) Used in higher-margin rustic and farmhouse profiles. Natural wood has inherent grain variation — that's expected and often desirable. The consistency risk here is moisture content. Wood delivered above 12% moisture content will move after assembly, causing joint gaps and finish cracking within 6–12 months. Require a moisture content certificate from the lumber supplier, not just a visual inspection.
Resin or polyurethane (PU) frame Common for ornate carved profiles. Highly consistent when the mold is well-maintained, but mold wear introduces profile drift over time. Ask how many shots the mold has run and whether the supplier has a mold replacement schedule. A mold past 50,000–80,000 shots on a detailed ornamental profile will show measurable corner rounding.
Metal frame (iron, aluminum) The most dimensionally stable option. Finish consistency depends on the coating process — powder coat or electroplating. Powder coat at 60–80μm gives you consistent color and a 500-hour salt spray result that matters for mantel placement near fireplaces. (We've seen buyers skip the salt spray spec on metal-frame mantel mirrors and then get corrosion complaints from coastal accounts within a year — the heat cycling near a fireplace accelerates it.)
—
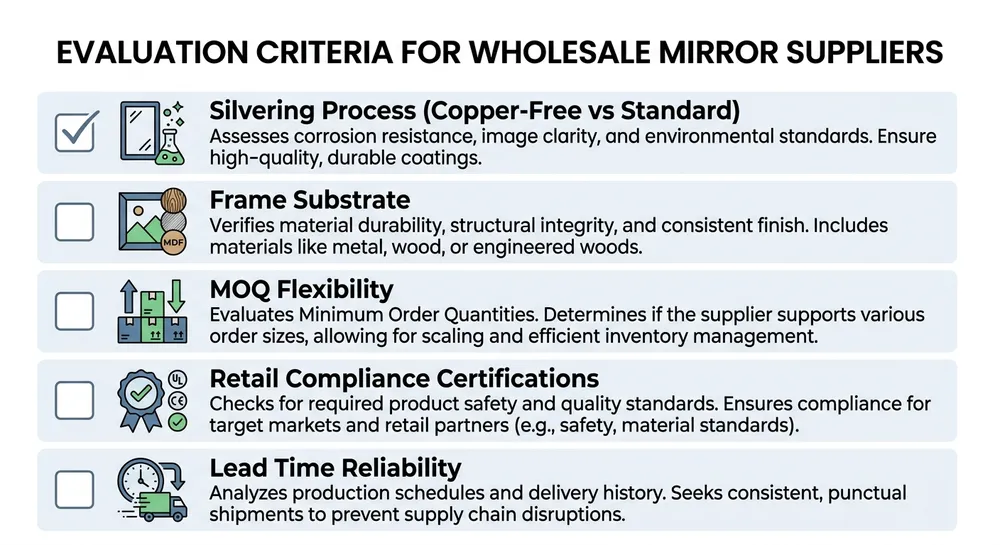
The Supplier Evaluation Checklist: What to Ask Before You Sign a PO
Most buyers evaluate mantel mirror suppliers on price, photos, and a sample. That's not enough for a repeatable program. Here's what to verify:
Frame Production: In-House or Subcontracted?
This is the single most important question. A factory that subcontracts frame molding to an outside profile supplier has a consistency gap built into its structure. When the profile supplier changes their material batch, the mirror factory may not know until the finish looks wrong — and by then, your order is already in production.
Ask directly: "Do you produce your own frame profiles, or do you source them from a third-party molding supplier?"
If the answer is subcontracted, ask for the name of the profile supplier and whether they have a material consistency agreement in place. If they can't answer that question, the risk is real.
At Livewellcraft, frame molding runs in-house on the same 12,000 m² facility as silvering and assembly. When we adjust a profile geometry for a custom OEM order, the change happens on our own equipment, and our QC team validates the updated profile before it enters the production line. There's no handoff gap.
Silvering Process: Copper-Free or Conventional?
For mantel mirrors specifically — placed near fireplaces, radiators, or in rooms with seasonal temperature swings — the silvering process matters more than most buyers realize.
Conventional silver-copper mirror backing is susceptible to edge oxidation when exposed to heat cycling and humidity variation. The copper layer corrodes first, and the result is the dark "foxing" edge that appears 12–18 months after installation. For a mantel mirror in a living room near a working fireplace, that's a warranty claim waiting to happen.
Copper-free silvering eliminates the copper interlayer. The silver layer bonds directly to a protective paint backing, and the edge oxidation resistance improves significantly. Specify copper-free backing for any mantel mirror program where the end placement is near a heat source.
Ask your supplier: "Is your silvering process copper-free, and can you provide a salt spray adhesion test result for the silver coating?" A credible supplier will have this data. A supplier who can't produce it is running a process they haven't validated.

Finish Process Controls: What Tolerances Are Acceptable?
Frame finish consistency requires documented process controls, not just visual inspection. When evaluating a supplier, request their finish specification sheet and look for:
| Parameter | Acceptable Range |
|---|---|
| Paint/lacquer film thickness | 80–120μm (dry film) |
| Color delta-E tolerance | ≤ 1.5 vs. golden sample |
| Frame profile dimension tolerance | ±0.5mm on width and depth |
| Corner joint gap | ≤ 0.3mm |
| Silver coating adhesion (cross-cut test) | ISO 2409 Grade 0–1 |
If a supplier can't give you these numbers, they're managing finish quality by eye — which means batch-to-batch variation is a matter of when, not if.
—
QC Checkpoints to Require in Your Purchase Agreement
A pre-shipment inspection catches problems after they've already been manufactured. The checkpoints that actually protect your program happen earlier.
Pre-Production: Golden Sample Sign-Off
Before production starts, require a golden sample — a physical unit that represents the approved standard for frame profile, finish color, surface texture, and mirror quality. This sample gets signed off by both parties and held at the factory as the production reference.
Without a golden sample, "consistent with previous order" is a verbal agreement with no physical anchor. We've seen buyers skip this step on reorders because the first batch was fine — and then discover that "fine" meant something slightly different to the factory the second time around.
The golden sample should specify:
- Frame material grade and supplier
- Finish color code (RAL, Pantone, or factory reference)
- Acceptable surface texture range (gloss level measurement if applicable)
- Mirror glass spec: thickness, bevel angle (typically 3°–5° for standard mantel bevels), and edge polish type
- Packaging spec to prevent transit damage
In-Line Inspection: Frame Profile and Finish Checks
During production, require documented in-line checks at two points:
After frame assembly, before finishing: Verify profile dimensions against the golden sample. Catch geometry drift before the finish is applied — rework at this stage costs far less than after coating.
After finishing, before mirror assembly: Check finish color against the golden sample under standardized lighting (D65 daylight standard is the industry reference). Color checked under factory fluorescent lighting will look different under retail or residential lighting — this is a common source of buyer complaints that never get traced back to the inspection condition.
Pre-Shipment Audit: The 10-Point Check
Before the container loads, a pre-shipment audit should cover:
- Frame profile dimensions (sample 10% of units, minimum 20 pieces)
- Finish color delta-E vs. golden sample
- Corner joint gaps — no visible gaps above 0.3mm
- Mirror glass flatness — no visible distortion when viewed at 45°
- Bevel consistency — uniform width and angle across the mirror perimeter
- Silver edge condition — no oxidation, halos, or black spots within 5mm of edge
- Hardware and hanging system — D-rings, wire, or bracket alignment
- Packaging integrity — foam corner protection, no compression marks on frame
- Carton labeling — SKU, barcode, country of origin compliance
- Quantity count vs. packing list

—
Common Sourcing Mistakes That Create Batch Problems
These are the patterns we see most often when buyers come to us after a consistency problem with a previous supplier.
Approving samples without locking the spec sheet. A sample approval without a written spec sheet attached to the PO is an approval of one unit, not of a production standard. The factory will build to whatever they built before — which may drift.
Skipping the frame material question on reorders. Material sourcing changes happen quietly. A factory that used a single MDF supplier for your first order may have switched to a cheaper alternative by your third. Ask on every reorder: "Has anything changed in your frame material sourcing since our last order?"
Relying on photos for color approval. Camera white balance, screen calibration, and JPEG compression all affect how a finish color looks in a photo. Color approval by photo is not color approval. Require a physical sample or a delta-E measurement against a reference.
Ignoring ambient conditions in the coating environment. Paint and lacquer adhesion is sensitive to temperature and humidity during application. A factory coating frames in an uncontrolled environment will produce different results in January versus August. Ask whether the finishing area is climate-controlled. (This sounds like a minor detail until you get a batch with adhesion failures in a humid summer shipment.)
Treating MOQ as a quality signal. Low MOQ doesn't mean lower quality, and high MOQ doesn't mean better consistency. What matters is whether the factory has documented process controls — not how many units they require.
—
How Vertical Production Reduces Variation
The structural reason most mantel mirror batch problems are hard to solve is that the factory assembling your mirror doesn't control all the inputs. Frame profiles come from one supplier, glass from another, hardware from a third. Each handoff is a potential variation point.
Vertical production — where frame molding, glass cutting, silvering, and assembly all run under one roof — eliminates most of those handoffs. When a profile dimension drifts, the team that cuts the glass and the team that molds the frame are in the same building. The correction happens in hours, not across a supplier communication chain that takes days.
At Livewellcraft, our 12-person engineering team develops custom frame profiles on our own molding equipment. When a buyer needs a specific profile geometry — say, a 65mm flat-face frame with a stepped inner edge for a hospitality project — we cut the tooling, run a sample, and validate the profile before it enters production. The same team that designed it is watching the first production run. That's a different accountability structure than a factory that orders profiles from an outside supplier and hopes they match the spec.
Our silvering line runs in a controlled-environment coating room. Temperature and humidity are monitored during every shift. Silver adhesion is tested by cross-cut (ISO 2409) on every production batch before the glass moves to assembly. If a batch fails the adhesion check, it doesn't move forward — full stop.
For buyers running Mantel Decor Mirrors programs across multiple SKUs, this matters because consistency isn't just about one mirror looking right. It's about the third reorder looking the same as the first sample you approved.
—
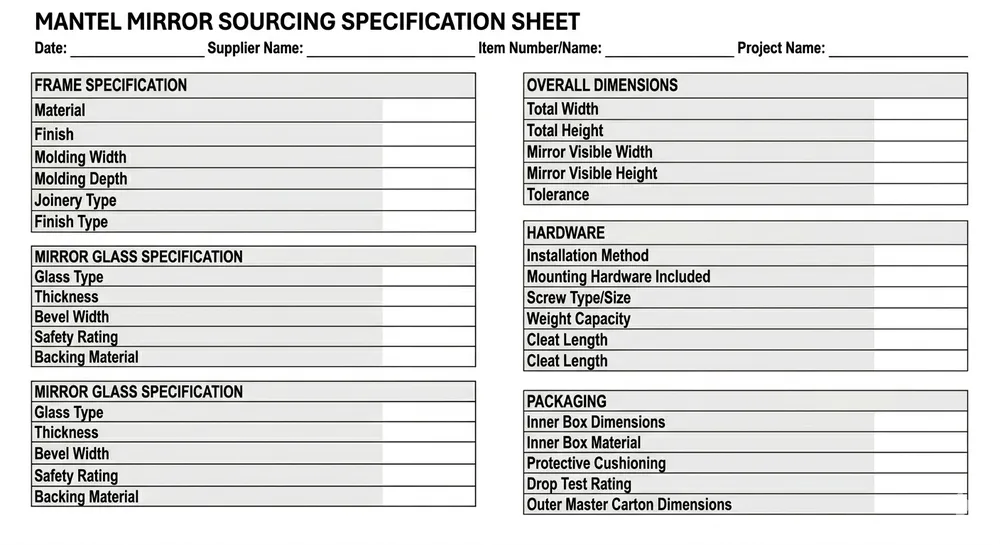
Spec Sheet Template: What to Lock Before Production Starts
A complete mantel mirror spec sheet should cover these parameters. Use this as a starting checklist when building your PO documentation.
Frame Specification
- Frame material: MDF / solid wood / resin / metal (specify grade)
- Frame profile dimensions: width (mm) × depth (mm) ± tolerance
- Corner construction: mitered / splined / doweled
- Finish type: paint / lacquer / foil wrap / metal coat
- Finish color reference: RAL / Pantone / factory code
- Acceptable color delta-E vs. golden sample: ≤ 1.5
- Dry film thickness: target range (μm)
Mirror Glass Specification
- Glass thickness: typically 4mm or 5mm for mantel sizes
- Bevel: yes/no; if yes — bevel width (mm) and angle (°)
- Edge finish: polished / seamed / beveled
- Silver backing: copper-free or conventional
- Silver adhesion standard: ISO 2409 Grade 0–1
Overall Dimensions
- Overall mirror size: W × H (mm) ± 2mm
- Viewing area: W × H (mm)
- Weight: kg (for packaging and hanging hardware spec)
Hardware
- Hanging system: D-ring / wire / bracket
- Hardware material and finish
- Weight rating: minimum 2× mirror weight
Packaging
- Inner packaging: foam corner protection, cardboard sleeve
- Carton: double-wall corrugated, minimum 5-ply for units over 5kg
- Carton labeling: SKU, barcode, country of origin, fragile marking

—
Sample Approval Workflow for First-Time Mantel Mirror Buyers
If you're placing a mantel mirror program for the first time with a new supplier, the sample approval sequence matters as much as the spec sheet.
Step 1 — Submit your spec sheet and reference images. Give the supplier your target dimensions, frame material preference, finish reference, and any existing product you're trying to match or improve on. The more specific your brief, the less iteration you'll need.
Step 2 — Review the factory's counter-proposal. A competent supplier will come back with a material recommendation, a profile sketch or CAD drawing, and a sample timeline. If they come back with only a price and a lead time, that's a signal they're not running a structured development process.
Step 3 — Approve the pre-production sample (PP sample). The PP sample is built to your spec sheet. Evaluate it against every parameter on your spec sheet — not just visual impression. Measure the frame profile. Check the finish color under D65 lighting. Inspect the silver edge. Sign off in writing with any corrections noted.
Step 4 — Lock the golden sample. Once the PP sample is approved with corrections incorporated, the factory produces a golden sample that both parties sign. This physical unit is the production reference for every batch going forward.
Step 5 — First production run inspection. For the first production order, require an in-line inspection report at the frame assembly stage and a pre-shipment audit report before the container loads. Both reports should reference the golden sample as the standard.
(Most buyers skip Step 4 because it feels redundant after Step 3. It isn't. The PP sample is a development artifact. The golden sample is a production contract. They serve different functions.)
—
Connecting Frame Quality to Your Downstream Market
The buyers who run stable mantel mirror programs — consistent reorders, low return rates, strong retail placement — share one characteristic: they treat the spec sheet as a contract, not a suggestion.
For retail distribution, frame consistency directly affects planogram compliance. A frame that's 3mm wider than spec won't fit the shelf slot. A finish that's half a shade off will fail a visual merchandising audit. These aren't aesthetic concerns — they're operational ones that affect whether your SKU stays in the assortment.
For hospitality and project supply, batch consistency across a multi-room installation is non-negotiable. A hotel corridor with 40 mantel mirrors needs all 40 to look like they came from the same mold — because they should have.
For e-commerce, the return rate on decorative mirrors is already elevated because customers are comparing the product to a screen image. A finish inconsistency between the product photo (shot from the first batch) and the delivered unit (from the third batch) is a direct driver of returns and negative reviews.
Understanding mantel mirror dimensions and proportions is the starting point for getting the spec right — but it's the frame quality controls covered here that determine whether that spec holds across every batch you order.
Browse our full Decor Mirrors by Room range to see how we structure product programs across room categories, or go directly to our Mantel Decor Mirrors page for current profiles, finishes, and MOQ options.
—
Frequently Asked Questions
What is the minimum order quantity for a custom mantel mirror frame profile? We run custom OEM frame profiles from 100 pieces for standard sizes. For a completely new profile requiring new tooling, the practical minimum is 200–300 pieces to amortize the tooling cost without inflating your unit price. Below that threshold, we'd typically recommend adapting an existing profile rather than cutting new tooling.
How do I verify silver coating adhesion before committing to a supplier? Request a cross-cut adhesion test result per ISO 2409. The result should be Grade 0 (no flaking) or Grade 1 (minor flaking at cut edges only). Also ask for a salt spray test result — for copper-free silvering, 500 hours with no edge oxidation is a reasonable benchmark for mantel mirror applications. Any supplier running a validated silvering process will have this data on file.
What causes the dark edge "foxing" that appears on some mirrors after installation? Foxing is edge oxidation of the silver or copper layer, accelerated by humidity and heat cycling. It's most common in conventional silver-copper mirror backing when the edge seal is inadequate or the mirror is placed near a heat source. Copper-free silvering with a properly sealed edge significantly reduces this risk. If you're sourcing for mantel placement near fireplaces, specify copper-free backing explicitly in your spec sheet.
How many production batches can a resin frame mold run before profile drift becomes a problem? For a detailed ornamental profile, mold wear becomes measurable around 50,000–80,000 shots. At that point, corner radii soften and fine detail loses definition. Ask your supplier how many shots their active molds have run and whether they have a mold maintenance or replacement schedule. A supplier who doesn't track this is managing mold life reactively — which means you'll see the drift before they do.
What's the right approach for approving finish color on a reorder without a physical sample? The safest approach is to retain a golden sample from the original approved batch and ship it back to the factory as the color reference for the reorder. If that's not practical, request a delta-E measurement report from the factory comparing the new batch finish to the original color code. A delta-E of ≤ 1.5 is generally imperceptible to the human eye under standard viewing conditions. Approving by photo alone is not reliable.
—
If you're building or expanding a mantel mirror program and want to lock in frame quality from the first batch, share your spec requirements — frame material, finish, target dimensions, and order volume — through our Request Quote page. We'll come back with a detailed proposal including QC commitments and sample timeline.
“`