Most coating failures we see in returned shipments weren't caused by bad silver. They were caused by buyers who never asked the right questions before the order shipped. Edge blackening, oxidation spots appearing six months after delivery, delamination in humid environments — these are predictable failures when you know what to look for in the spec sheet. When you don't, they become warranty claims.
This article breaks down what silver mirror coating specs actually mean, which numbers matter for your end-use environments, and what to ask any supplier before you commit to a bulk order.
The Coating Stack: What's Actually Between the Glass and the Frame
A silver mirror isn't just glass with a reflective surface. The coating is a layered system, and each layer has a job. Understanding the stack tells you where failures originate.
The standard decorative mirror coating stack, from glass outward:
| Layer | Typical Thickness | Function |
|---|---|---|
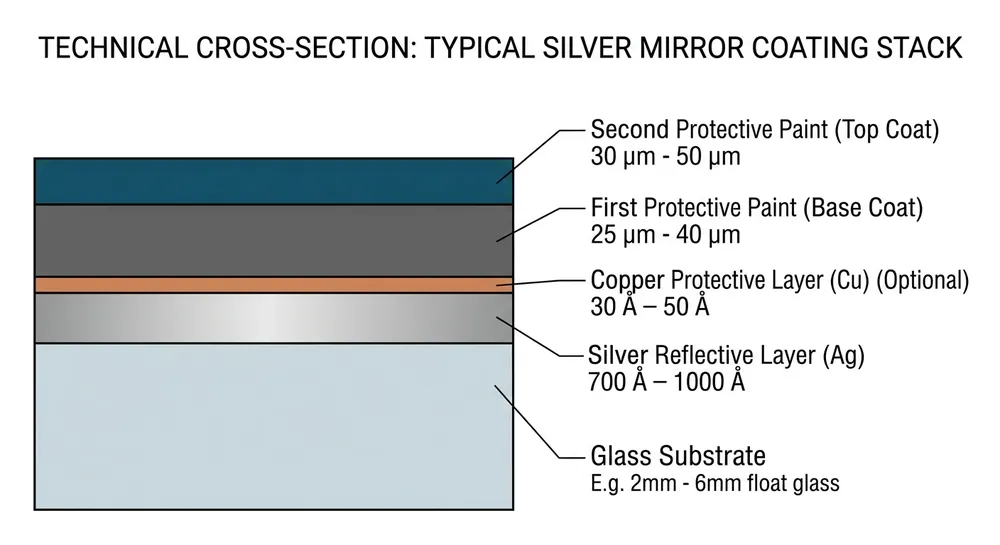
| Silver (Ag) layer | 800–1,200 Å (angstroms) | Primary reflective surface |
| Copper (Cu) layer | 400–800 Å | Adhesion bridge + oxidation barrier (copper-backed only) |
| First protective paint | 15–20 µm | Chemical barrier, seals silver from moisture |
| Second protective paint | 15–20 µm | Mechanical protection, UV resistance |
The silver layer is where reflectivity lives. Thinner than 800 Å and you start seeing transmission — the mirror looks slightly transparent under strong backlight, which matters for retail display applications. Above 1,200 Å you're adding cost without meaningful reflectivity gain.
The protective paint layers are where most field failures actually start. A single paint layer at 15 µm is marginal for bathroom or coastal environments. Two full layers — properly cured, properly bonded — is the minimum spec we'd recommend for any mirror going into humidity-exposed settings.

Copper-Free vs Copper-Backed Silvering: The Compliance and Durability Trade-off
This is the spec decision that catches the most buyers off guard, especially those sourcing for European or North American markets.
Traditional copper-backed mirrors use a thin copper layer between the silver and the protective paint. Copper improves adhesion and acts as a secondary oxidation barrier — it's been the industry standard for decades. The problem is copper. Several EU member states have restricted or are phasing out copper in mirror coatings under environmental directives targeting heavy metal discharge in manufacturing wastewater. If your buyers are in Germany, the Netherlands, or Scandinavia, copper-backed mirrors can create compliance friction at the import or retail level.
Copper-free silvering replaces the copper adhesion function with a chemically modified silver deposition process and a reformulated first paint layer that bonds directly to silver without the copper bridge. Done correctly, the adhesion performance is comparable. Done poorly — with a supplier who switched to copper-free on paper but didn't reformulate the paint chemistry — you get delamination within 12 months.
We run copper-free silvering as our default process at Livewellcraft. The decision wasn't purely about compliance — we started seeing European buyers flag copper content in their supplier questionnaires around 2018, and we made the switch before it became a sourcing barrier. The reformulated paint system we use now actually performs better in our humidity cycling tests than the old copper-backed spec did.
| Spec | Copper-Backed | Copper-Free |
|---|---|---|
| EU environmental compliance | Restricted in some markets | Compliant |
| Silver adhesion mechanism | Copper bridge layer | Modified Ag deposition + paint chemistry |
| Humidity resistance (typical) | Good with intact copper layer | Equal or better with correct paint system |
| Risk if paint system is wrong | Copper oxidation at edges | Delamination at silver-paint interface |
| Cost difference | Marginally lower material cost | Comparable at volume |
If a supplier tells you their copper-free mirror uses the same paint system as their copper-backed product, that's a red flag. The paint chemistry has to change when you remove the copper layer.
For buyers sourcing Silver Decor Mirrors for EU distribution, ask for explicit confirmation of copper-free process and request the paint system datasheet — not just a product spec sheet.
How Production Environment Controls Affect Batch Consistency
Silver deposition is sensitive to ambient conditions in a way that most buyers don't realize until they see variation across a large batch.
The silvering reaction — silver nitrate reduced onto the glass surface — is temperature and humidity dependent. At our facility, we maintain the silvering room at 18–22°C with relative humidity controlled below 60% during deposition. That's not a marketing claim; it's a process requirement. When ambient humidity climbs above 65–70% during deposition, the silver layer develops micro-porosity that isn't visible to the naked eye but shows up as oxidation spots within 6–12 months in the field.
(We learned this the hard way in 2016 — a summer production run during an unusually humid week produced a batch where 8% of units developed edge spotting within the first year. We traced it back to three days when the HVAC system in the silvering room was underperforming. That's when we added continuous humidity logging to the production record for every batch.)
What this means for buyers: when you're evaluating a supplier, ask whether they log ambient conditions during silvering. A supplier who can hand you a production environment record for your batch has a process. A supplier who can't is relying on luck.
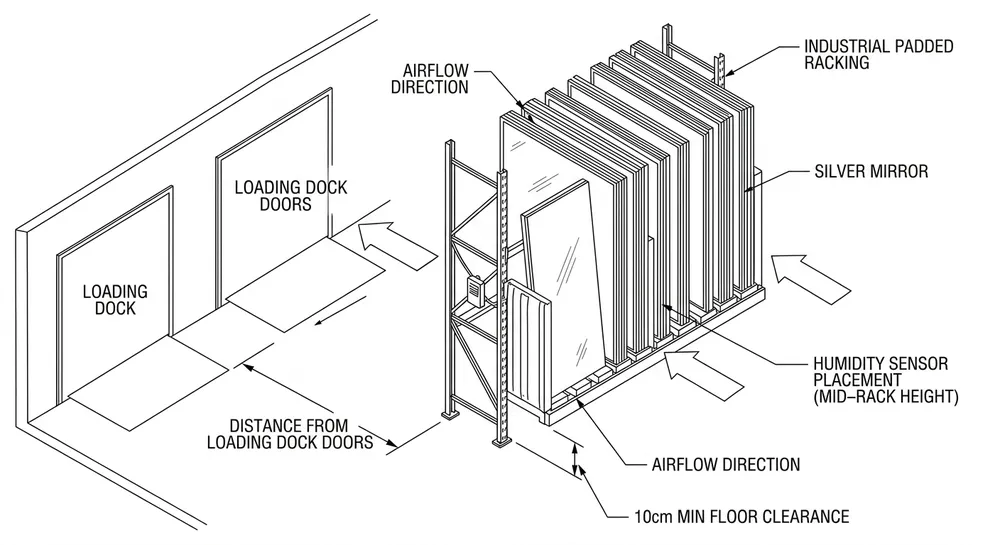
The coating-to-frame handoff is another consistency risk that's easy to overlook. At our 12,000 m² single-site facility, coated glass moves directly from the silvering line to frame assembly without leaving the building. Inter-factory transport — even short distances — exposes freshly coated glass to uncontrolled humidity and handling stress before the protective paint has fully cured. If your supplier sources coated glass from a separate facility, ask about transport conditions and curing time before assembly.
Adhesion Testing: What to Require and How to Read the Results
Adhesion testing is where spec sheets meet reality. There are two standard methods buyers should know.
Cross-hatch adhesion test (ISO 2409): A grid of cuts is made through the coating with a multi-blade tool, then a standardized tape is applied and pulled. The result is rated 0–5, where 0 means no detachment and 5 means more than 65% of the coating lifted. For decorative mirrors going into any humidity-exposed environment, you want a rating of 0 or 1. A rating of 2 or higher on a fresh sample means the paint system has an adhesion problem — don't wait to see what happens in the field.
Tape pull test: A simpler version of the above, often used for incoming inspection. Less standardized than ISO 2409 but useful as a quick pass/fail check on samples. If the silver layer lifts with the tape on a fresh mirror, the paint system is failing at the silver-paint interface — the most common failure mode in copper-free mirrors with incorrect paint chemistry.
We run cross-hatch adhesion testing on every production batch before assembly, not on finished mirrors after framing. Testing after framing can mask edge adhesion issues because the frame covers the perimeter — which is exactly where humidity-driven delamination starts. Batch-level testing on coated glass before assembly is the only way to catch a paint system problem before it's inside 500 frames.

Real Failure Modes: What Bad Coating Specs Look Like in the Field
Knowing the failure modes helps you read sample quality before a batch ships. These are the three we see most often in returned product or supplier audit findings.
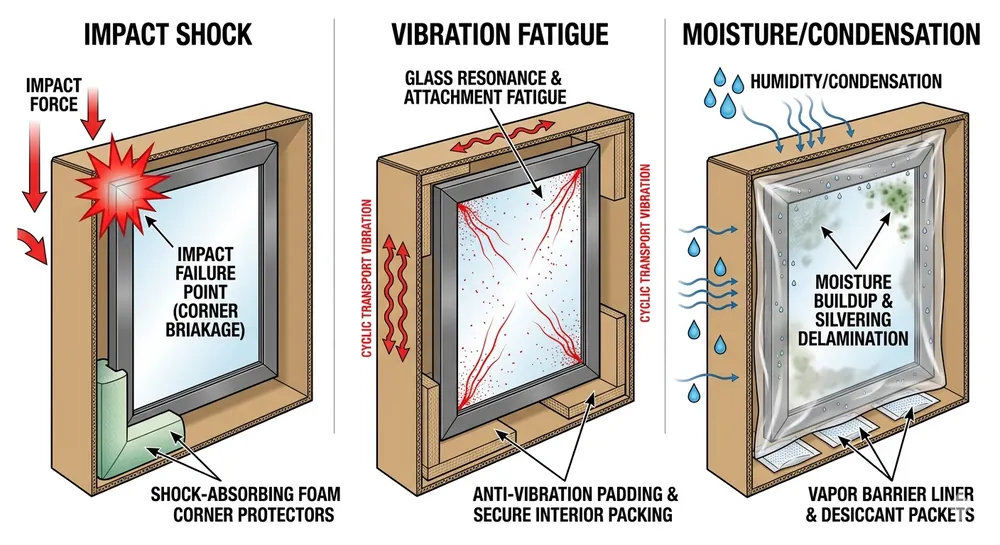
Edge blackening: Oxidation starting at the cut edge of the glass, spreading inward over time. Almost always caused by inadequate edge sealing — the protective paint layers don't extend fully to the glass edge, leaving the silver exposed. In bathroom mirrors or coastal hospitality installations, edge blackening can appear within 6 months. Ask suppliers specifically about edge seal coverage and request a cross-section sample showing paint coverage at the edge.
Oxidation spots (mid-surface): Random dark spots appearing across the mirror face, typically 6–18 months after installation. Usually caused by micro-porosity in the silver layer from humidity during deposition, or by pinholes in the protective paint. This failure mode is particularly damaging for retail buyers because it appears after the product is already in the customer's home.
Delamination under humidity: The protective paint separates from the silver layer, typically starting at edges or corners. In copper-free mirrors, this is the signature failure of an incorrect paint system. In copper-backed mirrors, it usually indicates the copper layer was too thin or the paint adhesion was marginal. Accelerated humidity cycling tests (typically 40°C / 95% RH for 240 hours) should be part of your incoming QC protocol for any new supplier.
For buyers sourcing mirrors for bathroom, coastal hospitality, or outdoor-adjacent retail environments, these aren't edge cases — they're the primary risk. The Silver Mirror Oxidation Prevention guide covers mitigation strategies in more detail if you're specifying for high-humidity end markets.
Coating Specs by End-Use Environment
Not every mirror needs the same coating grade. Over-specifying adds cost; under-specifying creates warranty exposure. Here's how we think about it:
| End-Use Environment | Minimum Coating Spec | Key Risk |
|---|---|---|
| Dry interior (bedroom, living room, retail display) | Single protective paint layer, standard silver thickness | Low — standard spec is sufficient |
| Bathroom / powder room | Dual protective paint layers, edge seal verified, copper-free preferred | Humidity-driven edge blackening and delamination |
| Coastal hospitality (hotel, resort) | Dual paint layers, salt spray tested (≥500 hours), copper-free required | Salt air accelerates silver oxidation at any exposed edge |
| Commercial retail display | Standard silver thickness (800–1,000 Å), dual paint layers | Consistent reflectivity across batch; no visible transmission |
| Outdoor-adjacent (covered patio, entryway) | Maximum paint thickness, full edge seal, humidity cycling tested | Thermal cycling stress on paint adhesion |
The bathroom and coastal hospitality segments are where coating spec shortcuts create the most downstream damage for your business. A mirror that fails in a hotel bathroom generates a warranty claim, a replacement shipment, and a conversation about whether you're the right supplier. The coating upgrade cost is a fraction of that exposure.
(For buyers building a product line across multiple segments, we'd suggest specifying the bathroom-grade coating as your standard — the cost delta is small at volume, and it eliminates the risk of a standard-spec mirror ending up in a humidity-exposed installation.)
The Sourcing Checklist: What to Ask Before You Place an Order
This is the practical output of everything above. Run through this list with any new supplier — or use it to audit your current one.
Coating Process Verification
- [ ] Copper-free or copper-backed? If copper-free, what paint system change was made?
- [ ] Silver layer thickness spec (target and tolerance range)?
- [ ] Number of protective paint layers and individual thickness per layer?
- [ ] Edge seal coverage — does paint extend fully to the glass edge?
- [ ] Ambient temperature and humidity control during silver deposition — is it logged?
QC Documentation to Request
- [ ] Cross-hatch adhesion test results (ISO 2409) — batch-level, not just product-level
- [ ] Salt spray test report (hours to first failure, test standard used)
- [ ] Humidity cycling test results (temperature, RH, duration, pass criteria)
- [ ] Production environment log for your specific batch (temperature and humidity during silvering)
- [ ] Paint system datasheet from the coating material supplier
Sample Evaluation Before Bulk Order
- [ ] Request a cross-section sample showing paint layer coverage at the glass edge
- [ ] Run a tape pull test on the sample — silver should not lift
- [ ] Inspect under strong backlight for transmission (indicates silver layer too thin)
- [ ] Check edges under magnification for paint coverage gaps
- [ ] Store one sample in a bathroom environment for 30 days before approving bulk production
Red Flags During Supplier Evaluation
- Supplier cannot provide batch-level adhesion test results (only product-spec claims)
- Copper-free claim with no mention of paint system reformulation
- No ambient condition logging during silvering
- Coated glass sourced from a separate facility and transported before assembly
- Salt spray test results below 500 hours for any humidity-exposed application

What the Spec Sheet Doesn't Tell You
Spec sheets are supplier-authored documents. They describe what the product is supposed to be, not what your batch will actually be. The gap between the two is where sourcing risk lives.
Three things a spec sheet won't tell you:
Whether the paint system is actually copper-free compatible. A supplier can list "copper-free" on the spec sheet while still using a paint formulation designed for copper-backed glass. The adhesion failure won't show up for 12–18 months. Ask for the paint material datasheet, not just the mirror spec sheet.
Whether ambient conditions were controlled during your batch. A spec sheet describes the process design. It doesn't tell you whether the HVAC was underperforming on the day your glass was silvered. Batch-level production environment logs are the only documentation that covers this.
Whether adhesion testing was done before or after framing. "100% QC inspection" is a common claim. Ask specifically: is adhesion testing done on coated glass before frame assembly, or on finished mirrors? The answer tells you whether the QC process can actually catch a paint adhesion problem before it's inside your product.
We're happy to walk through our coating documentation with buyers who want to verify before committing to volume. The spec sheet is the starting point — the production records are what actually protect your order. Request Quote and mention coating documentation in your inquiry; we'll include the relevant test reports with the proposal.
Frequently Asked Questions
What silver mirror coating thickness is standard for decorative mirrors?
The silver layer in standard decorative mirrors runs 800–1,200 Å. Below 800 Å, you may see slight transmission under strong backlight — acceptable for some applications, problematic for retail display. Above 1,200 Å adds material cost without meaningful reflectivity improvement. For most decorative applications, 900–1,100 Å is the practical target range.
How do I verify copper-free silvering without a lab test?
Request the paint system material datasheet from the coating supplier — not the mirror manufacturer's own spec sheet. A genuine copper-free paint system will reference adhesion promoters or modified primer chemistry designed for direct silver bonding. If the datasheet is the same as what's used on copper-backed glass, the copper-free claim is likely nominal only. You can also request a cross-section sample and have it analyzed by a third-party lab for copper layer presence — a straightforward test that costs less than a warranty claim.
What salt spray test result should I require for bathroom mirrors?
500 hours to first failure is the practical minimum for bathroom applications. Coastal hospitality or high-humidity commercial environments warrant 720 hours or more. Ask for the test standard used (ASTM B117 or ISO 9227 are the common references) and the specific failure criteria — "no visible corrosion at edges" is the relevant pass condition for mirror coatings.
Can I use the same coating spec for all my SKUs?
You can, and for most buyers it simplifies procurement. Specifying bathroom-grade coating (dual paint layers, full edge seal, copper-free, 500-hour salt spray) as your standard across all SKUs eliminates the risk of a standard-spec mirror ending up in a humidity-exposed installation. The cost premium over basic spec is typically 3–6% at volume — less than one warranty replacement per hundred units.
What documents should I request before approving a new mirror supplier?
At minimum: cross-hatch adhesion test report (ISO 2409, batch-level), salt spray test report, humidity cycling test results, and the paint system datasheet. If the supplier can also provide production environment logs showing temperature and humidity during silvering for a recent batch, that's a strong signal of process maturity. See the Decor Mirrors by Material & Frame category for additional sourcing context across mirror types.
For buyers comparing silver and gold mirror coating approaches, Gold vs Silver Mirrors covers the coating chemistry differences and how they affect long-term finish stability across different frame and environment combinations.