We've seen it happen to buyers who did everything else right. The container arrives, the mirrors look fine on the surface, and three months later the retail returns start coming in — black creeping edges, cloudy patches near the corners, coating that looks like it's dissolving from the inside out. The product wasn't damaged in transit. It oxidized in the warehouse.
Silver mirror oxidation is one of those failure modes that's almost entirely preventable, but only if you control the right variables at the right points in the chain. The problem doesn't start in your warehouse. It starts with the coating spec your supplier used, gets worse if the export packaging is wrong, and finishes the job if your storage environment runs too humid. Fix one layer and ignore the others, and you'll still get claims.
This guide walks through the full chain — from what's actually happening inside the coating stack, to what warehouse conditions you need to hold, to what you should be checking on every incoming shipment.

Why silver mirrors oxidize — the mechanism your supplier won't explain
The silver layer in a decorative mirror is thin. Typically 800–1,000 Å (angstroms) of electroless-deposited silver, sitting directly on the glass. That layer is chemically reactive — it doesn't corrode on its own under normal conditions, but expose it to moisture, sulfur compounds, or chloride ions and the degradation starts fast.
What protects the silver is the barrier layer applied on top of it before the paint backing goes on. This is where most coating failures originate, and it's where supplier specs diverge significantly.
The traditional approach uses a copper barrier — a thin electroless copper deposit over the silver, then one or two coats of protective paint. Copper does provide some galvanic protection, but it has a problem: copper itself corrodes under sustained humidity, and when it does, it creates copper sulfate and copper chloride compounds that migrate laterally under the paint layer and attack the silver from the edges inward. That's the black-edge pattern you see on failed mirrors. It almost always starts at the cut edge, where the copper layer is exposed, and works its way toward the center.
Copper-free silvering replaces the copper barrier with a tin-palladium or organic inhibitor chemistry. There's no copper to corrode, so the lateral migration pathway doesn't exist. The silver layer is still vulnerable at the raw cut edge, but the failure mechanism is slower and more controllable. (We switched our standard production to copper-free silvering several years ago — the difference in long-term adhesion test results was significant enough that we stopped offering copper-backed mirrors as a default option.)
The paint backing matters too. Single-coat paint over copper is the cheapest spec and the most common source of field failures. Two-coat systems — a primer layer plus a topcoat — add meaningful protection, particularly at the edges. For export orders going to humid climates or long-term warehouse storage, two-coat is the minimum we'd recommend specifying.
Warehouse environment: the numbers that actually matter
Once the mirrors are in your facility, the coating is fixed — you can't change what your supplier applied. What you can control is the environment those mirrors sit in.
Silver mirror coatings are sensitive to two variables above everything else: relative humidity (RH) and temperature cycling. High RH accelerates the electrochemical reactions that degrade the silver layer. Temperature cycling — warm days, cool nights — causes condensation to form on mirror surfaces and inside packaging, which delivers moisture directly to the coating.
Practical benchmarks for silver mirror storage:
| Parameter | Target range | Hard limit |
|---|---|---|
| Relative humidity | 45–60% RH | Do not exceed 70% RH |
| Temperature | 15–28°C | Avoid sustained temps above 35°C |
| Temperature swing (daily) | < 8°C | > 12°C swing risks condensation |
| Air circulation | Moderate — no stagnant zones | Avoid direct airflow onto mirror faces |
A few things worth noting from experience:
Humidity above 70% RH sustained for more than two weeks is where we start seeing measurable coating degradation on standard copper-backed mirrors in accelerated testing. Copper-free mirrors hold longer, but they're not immune — at 85% RH, even well-specified copper-free coatings show edge effects after 4–6 weeks.
Temperature cycling is underestimated. A warehouse that runs 32°C during the day and drops to 20°C at night creates condensation inside the corrugated packaging. That moisture has nowhere to go. It sits against the mirror backing for hours. Over weeks, it works through the paint layer. We've traced several field failure clusters back to seasonal temperature swings in uninsulated warehouses, not to coating defects.
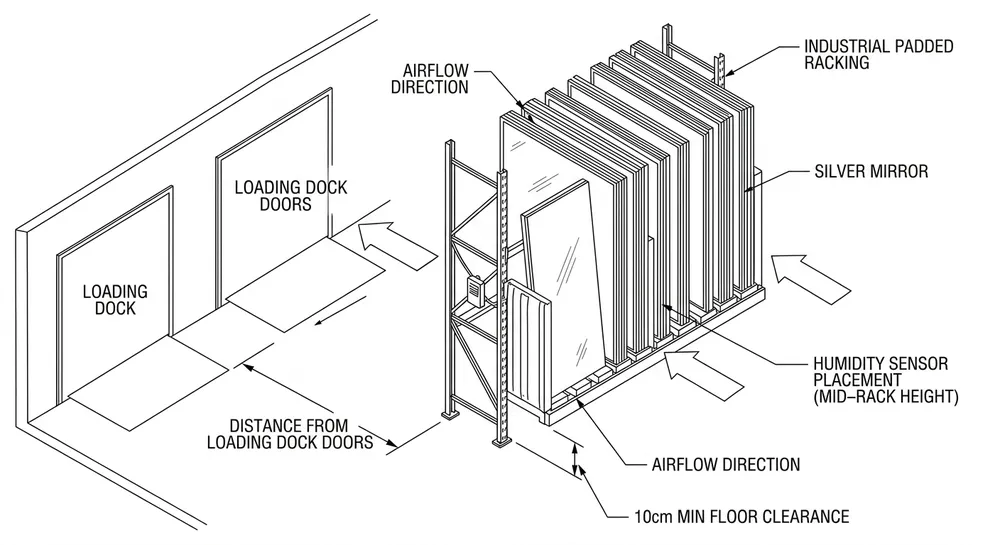
Direct floor storage is a common mistake. Concrete floors in humid climates wick moisture upward. Mirrors stored flat on pallets directly on concrete will show edge blackening faster than mirrors on racking, even in the same RH environment. Minimum 10 cm clearance from the floor, on racking or pallets with airflow underneath.

Packaging specs that protect coating during ocean freight
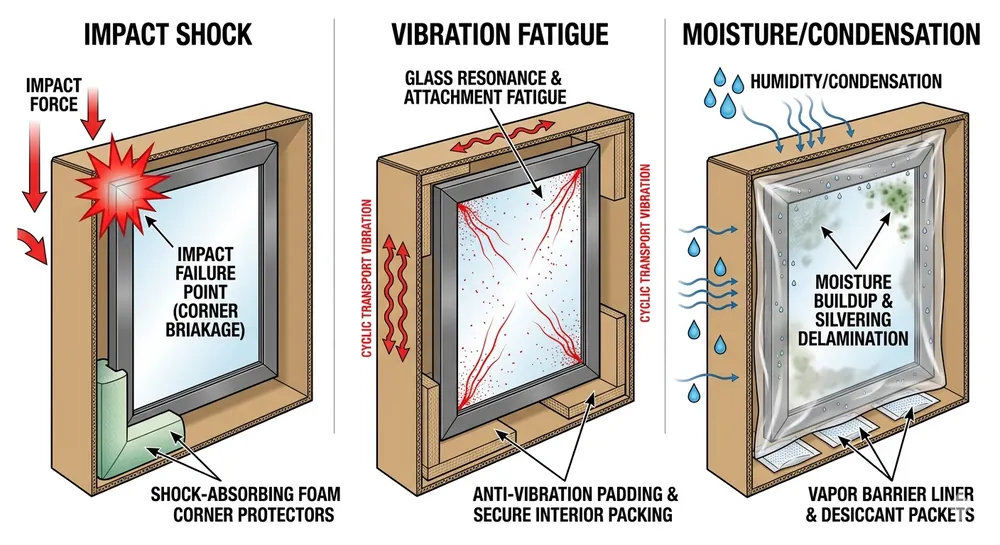
The coating damage that shows up in your warehouse often started on the water. A 30-day ocean transit in a container that heats up to 55°C during the day and cools overnight is a condensation cycle running on repeat. If the packaging doesn't manage that moisture, the mirrors arrive already compromised — you just won't see it for another few weeks.
What to specify from your supplier:
Individual mirror wrapping: PE foam or EPE foam wrap, minimum 3 mm thickness, covering the full mirror face and backing. The foam acts as a moisture buffer and prevents the mirror surface from direct contact with corrugated board, which can transfer moisture and sulfur compounds from the cardboard itself. (Cardboard off-gassing is a real issue — sulfur compounds in recycled corrugated board are a documented cause of silver tarnishing in enclosed packaging.)
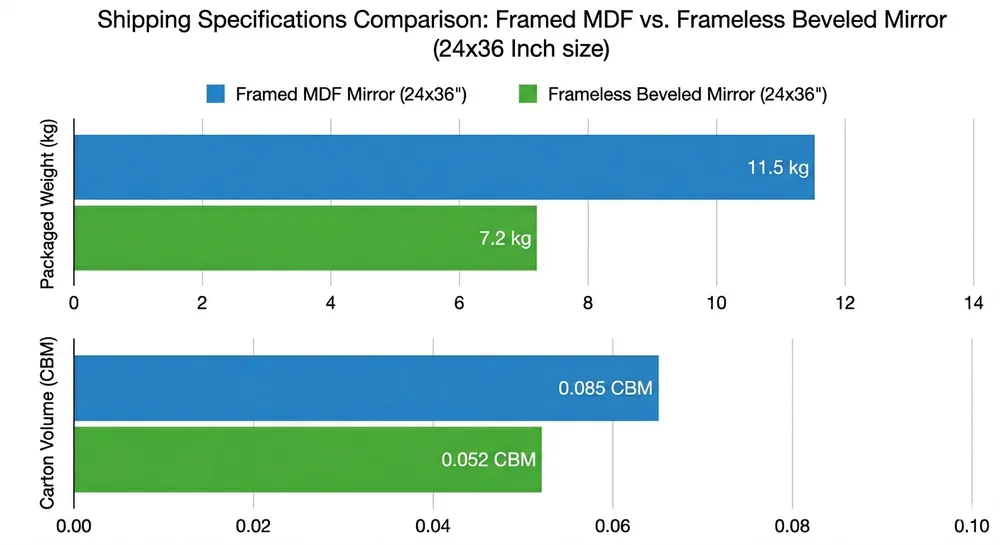
Silica gel desiccant: Each carton should contain desiccant rated for the carton volume. For a standard 60×80 cm mirror in a single-unit carton, 2×50g silica gel packets is a working minimum. For double-wall cartons with multiple units, scale accordingly. Specify indicating silica gel (color-change type) so you can check saturation status on arrival without opening every carton.
Edge protection: Cut edges are the most vulnerable point on any silver mirror. Foam corner guards or U-channel edge protectors on all four sides reduce mechanical impact risk and, more importantly, seal the exposed silver edge from direct humidity exposure during transit.
Carton sealing: All carton seams should be taped, not just the top flap. An unsealed bottom seam on a carton sitting in a humid container is an open moisture pathway.
For Silver Decor Mirrors going to high-humidity markets — Southeast Asia, the Gulf, coastal US distribution centers — we add a PE moisture barrier bag around the foam-wrapped mirror before it goes into the carton. It adds cost, but it eliminates the condensation cycle problem almost entirely.
Incoming QC checks for every silver mirror shipment
Don't wait for retail returns to find out your coating spec wasn't met. These checks take under five minutes per unit and will catch the most common failure patterns before the product goes into your inventory.
Visual edge inspection (100% of units, spot-check basis): Look at all four cut edges under good lighting. Healthy silver coating shows a clean, uniform silver-white edge. Early oxidation shows as gray or brown discoloration at the edge, sometimes with a slightly matte texture. Black edges are advanced oxidation — that product should not go to retail.
Tape adhesion test (sample 3–5% of units per shipment): Apply a 5 cm strip of standard 3M 610 tape (or equivalent) to the paint backing, press firmly, and pull at 90°. The paint and silver layer should remain fully adhered to the glass. Any lifting, flaking, or delamination indicates adhesion failure — either the paint spec is wrong, the surface prep was inadequate, or the coating was applied over contaminated glass. Reject the shipment lot and request factory QC documentation.
Humidity indicator check: If you specified indicating silica gel in the cartons, check the color on arrival. Saturated (pink/blue depending on type) desiccant in a sealed carton means the packaging was compromised during transit — either the carton was breached or the desiccant quantity was insufficient. Flag those units for priority inspection.
Corner and edge seal audit: Check that foam corner guards are intact and that the edge protection hasn't shifted during transit. Displaced corner guards mean the cut edge was exposed. Those units need closer visual inspection.

What to specify when sourcing — the coating questions that matter
Most buyers ask about price and lead time. The buyers who avoid oxidation claims ask about coating specs. These are the questions worth putting in your sourcing inquiry or supplier audit:
1. Copper-free or copper-backed silvering? This is the single most important spec question. Copper-free silvering costs slightly more but eliminates the primary lateral oxidation pathway. For any order going into humid storage or high-humidity markets, specify copper-free. If a supplier can't confirm their silvering process type, that's a red flag.
2. How many paint coats on the backing? Single-coat is the minimum viable spec for dry, climate-controlled environments. Two-coat (primer + topcoat) is the correct spec for export. Ask for the paint system brand and DFT (dry film thickness) — a properly applied two-coat system should measure 80–120 μm total.
3. What accelerated corrosion testing do they run? EN 1036 (the European standard for silver mirrors) includes a damp heat test at 40°C / 95% RH for 168 hours. A supplier running this test on production batches and keeping records is a different category of supplier from one who doesn't. Ask for the test reports. (We run this test on every production batch at Livewellcraft — if a batch fails, it doesn't ship.)
4. What's the edge sealing process? Some manufacturers apply an additional edge sealant — typically a UV-cured or solvent-based lacquer — to the cut edges before packaging. This is particularly important for copper-free mirrors, where the cut edge is the main vulnerability. Ask whether edge sealing is standard or optional, and specify it for export orders.
5. Can they provide SGS or third-party coating test reports? Factory self-testing is useful. Third-party verification is better. For large orders or new supplier relationships, request SGS or equivalent lab reports on silver adhesion and corrosion resistance.
Our copper-free silvering process is standard on all Livewellcraft export orders, with two-coat paint backing and optional edge lacquer sealing for high-humidity destinations. We keep EN 1036 damp heat test records by production batch — available on request for any order.
The full prevention chain, summarized
Oxidation prevention isn't one fix. It's four control points working together:
- Factory coating spec — copper-free silvering, two-coat paint backing, edge sealing for humid markets
- Export packaging — PE foam wrap, adequate desiccant, edge protection, sealed cartons
- Transit conditions — moisture barrier bags for high-humidity routes, proper container loading to minimize temperature cycling
- Warehouse environment — RH held below 60%, temperature swings under 8°C daily, mirrors on racking with floor clearance, no direct floor storage
Miss any one of these and the others can't fully compensate. A well-coated mirror in bad packaging will still fail. A well-packaged mirror in a 75% RH warehouse will still fail. The chain has to hold end to end.
If you're sourcing decorative mirrors by material and frame type and want to verify your current supplier's coating spec, the incoming QC checks above are a practical starting point. If you're evaluating new suppliers, the five specification questions in the previous section will tell you quickly whether a factory understands their own coating process.
For orders where oxidation risk is a real concern — coastal markets, humid distribution environments, long shelf-life retail programs — share your warehouse conditions and target market with us. We'll recommend the right coating configuration and packaging spec for your situation. Request a quote and our engineering team will follow up with specifics.
FAQ
Does copper-free silvering affect reflectivity or visual quality? No. The copper layer in traditional silvering is a barrier coat, not part of the reflective surface. The silver layer itself provides the reflection, and copper-free chemistry doesn't change the silver deposition process. Reflectivity, clarity, and color rendering are identical between copper-backed and copper-free mirrors. The difference is entirely in long-term corrosion resistance.
What RH level is safe for long-term silver mirror storage? Below 60% RH is the practical target for standard copper-free mirrors with two-coat backing. Below 50% RH is better if you're storing product for more than six months before retail. Above 70% RH sustained, even well-specified mirrors will show edge effects within weeks to months depending on packaging quality. If your warehouse runs above 65% RH regularly, invest in dehumidification before the product arrives — retrofitting storage conditions after you have a claim is more expensive.
How do I tell if edge blackening is a coating defect or a storage problem? Coating defects typically appear within the first 30–60 days and affect multiple units from the same production batch in a consistent pattern — same location, same progression. Storage-related oxidation tends to appear later (3–6 months), affects units unevenly based on their position in the warehouse (units near loading doors or on lower shelves fail first), and correlates with seasonal humidity changes. If you're seeing early, batch-consistent failures, push back on the supplier's coating QC. If you're seeing late, position-dependent failures, look at your warehouse environment first.
Is EN 1036 the right standard to reference when specifying silver mirrors? EN 1036 is the European standard for float glass mirrors and includes the damp heat corrosion test most relevant to silver coating durability. It's a reasonable reference standard for any export market. For North American buyers, ASTM C1503 covers silvered flat glass mirrors. Both standards include accelerated corrosion testing — either is a valid basis for supplier qualification. Specifying one of these in your purchase order gives you a documented basis for rejection if the product fails on arrival.